
Tag 139: Gewindereparatur
A yeah! Was ist das schön, endlich mal ein selbst gebautes, sauber verarbeitetes und sogar fertig lackiertes Teil in der Hand zu halten.
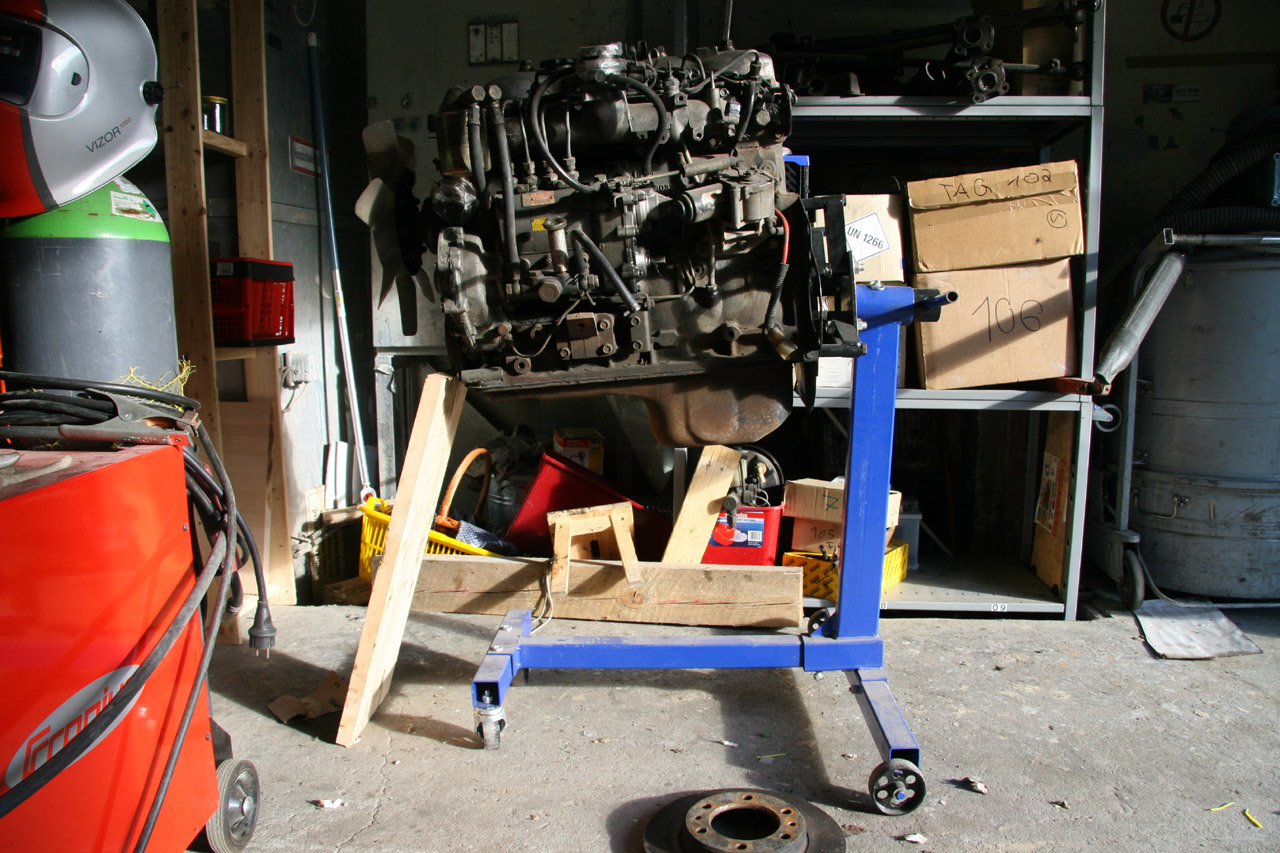
Die Montageständerhalterung ist getrocknet und kann ohne große Umschweife ihrem Einsatzzweck zugeführt werden.


Dazu hole ich erst mal den in der hintersten Garagenecke geparkten Montagekran hervor...

…und hebe den Motor damit gute zehn Zentimeter in die Lüfte.

Am vorderen Fußteil des Montageständers habe ich zwei Schrauben entfernt, um hier dann gleich die Verstärkungsstrebe anzuschrauben.

So.
Fertig.
Ahhhhhh!
Das sieht doch gleich viiiiel besser aus.

Nochmal der Vergleich zu vorher:
Wenn ich die gleiche Farbe, die der Rest des Ständers hat, genommen hätte würde man gar nicht merken, dass wir hier was dazugepuzzelt haben.

An dem Motorständer kann ich mich nicht satt sehen, bzw. satt photographieren.

Aber wir haben nicht ewig Zeit für solche Kinkerlitzchen und deshalb wird der Ständer samt mittlerweile waagerecht montiertem Motor in seine vorerst finale Parkposition gebracht.

Ach kommt. Ein Photo machen wir noch.

Und noch eins.

Dank der großen Aufräumerei von letzter Woche und dem beiseite schaffen des Montageständers ist hier jetzt so viel Platz wie schon lange nicht mehr.
Herrlich. Ordnung. Da freut sich der manische Pedant.
Neben den beiden Werkbänken zum Arbeiten habe ich jetzt im vorderen Teil der Garage (im hinteren Teil im Bild) zwei weitere Tische aufgebaut.

Auf dem einen staple ich die Kartons, die wir in den kommenden Wochen durchforsten werden…

…und auf dem anderen breite ich den Inhalt des Kartons der Tage 106 und 107 aus.
Und dessen Inhalt sehen wir jetzt ausgebreitet vor uns.
Der aufmerksame Leser wird vielleicht schon ohne Spicken feststellen, dass es sich hierbei um die wesentlichen Einzelteile der Hinterachse handelt.

Im Einzelnen sind das:
1. Ein Stück Bremsleitung (unten)
2. Ein Bremsleitungs-Verteilerstück
3. Dieser ominöse Schlauch, von dem jetzt erst beim Nachschlagen an Tag 54 verstehe, wofür er ist. Zum Achsentlüften.

4. vier Bremsbacken
5. zwei Bremszylinder

6. zwei dieser Zugmechanismen für die Handbremse

7. Federn, Schrauben, Kleinkram...

Und so weiter...

Außerdem habe ich die beiden Kardanwellenflansche zum Abkleben bereit gelegt, damit ich die die Tage mal Sandstrahlen und dann bald Füllern und Lackieren kann. Ohne die kann ich nämlich die Diffs nicht fertig montieren und in die Achsen einbauen.
Leider schwelt immer noch die Lack-Problematik, nachdem der bereits von Daniel besorgte Bohrinsellack in seinem Schuppen abgebrannt ist. Gereon meinte schon, ich sollte auch das Zeug von Brantho-Korrux für die Achsen nehmen. Vielleicht mache ich das sogar. Vielleicht nehm ich aber doch auch den Glasurit Lack mit Mattpaste. Wenn das Zeug nur nicht so hölle-teuer wäre.

Jetzt wenden wir uns aber erstmal der Halterung zu, in der wir letzte Woche das kaputte Gewindeloch zugeschweißt hatten und in das wir heute ein neues Loch für ein neues Gewinde bohren, bzw. schneiden wollen.

Um den Überstand vom Schweißpunkt wegzubekommen versuche ich es erstmal mit einer ganz ordinären Feile. Ich kann ja nicht immer gleich mit Hightech loslegen.

Da mir das Feilen aber nach ca. zweieinhalb Minuten zu langsam voran geht und irgendwie keinen Spaß macht, wird schwereres Geschütz aufgefahren. Schließlich bin ich ja auch fas schon im dritten Lehrjahr.

Was für ein herrliches Stück Werkzeug:

Damit ist Ratzefatze der Überstand weggeraspelt. Und sogar ein bisschen mehr... ;-)

Eigentlich könnte es ja jetzt sofort losgehen.
Wie ich mich freue, jetzt mal ausgiebig den Gewindeschneidsatz auszuprobieren.

Bevor ich das an der Halterung tue, an der ich dabei etwas falsch machen könnte, fällt mir ein schönes Übungsobjekt ins Auge.
Genauer gesagt stelle ich fest, dass es durchaus sinnvoll wäre, die Zwinge auf dem Bohrtisch meiner Bohrmaschine beim Bohren in die Dämpferhalterung so zu fixieren, dass nix verrutscht.


Bisher hatte ich die Zwinge immer über eine in die Führung eingeschobene Mutter und eine entsprechende Schraube fixiert. Aber irgendwie hat’s trotzdem geruckelt.

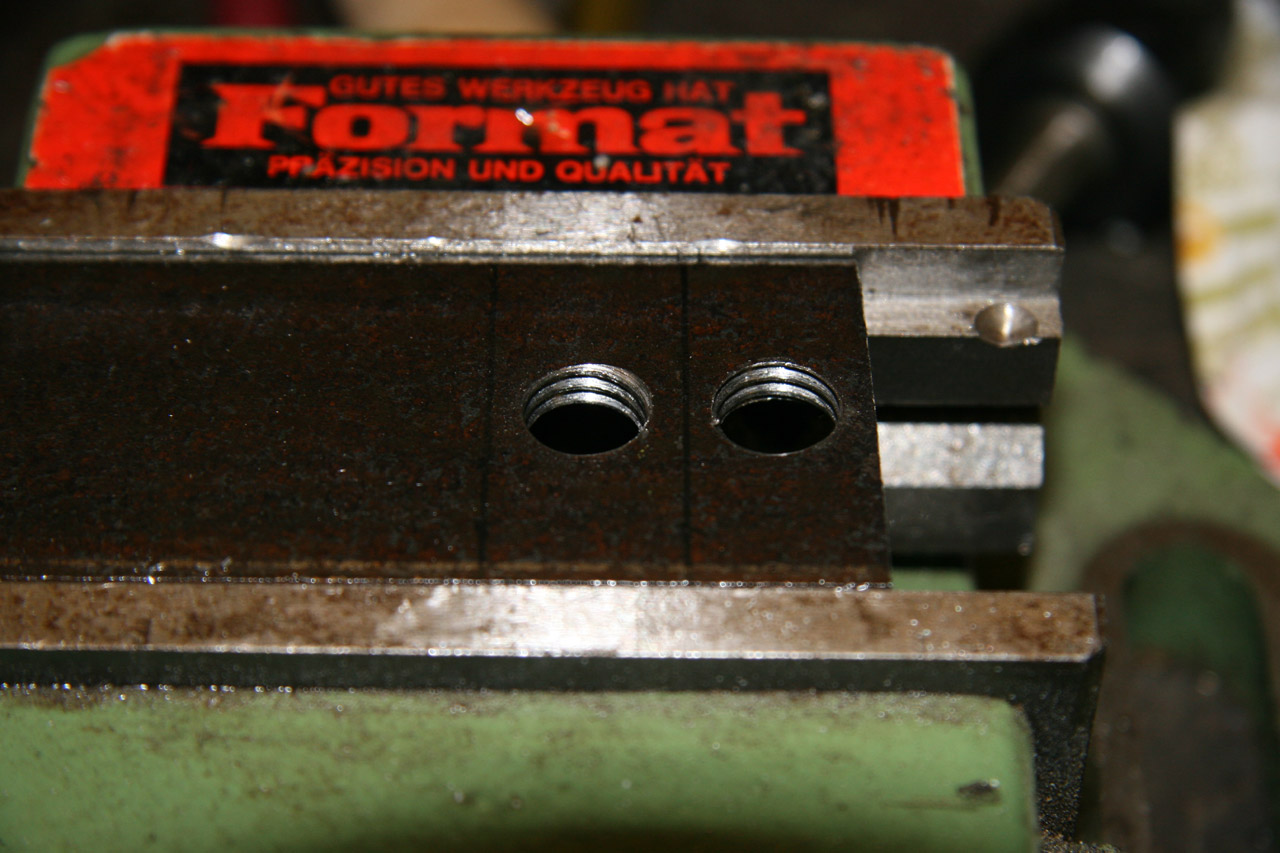
Also bohre ich schnell mit dem passenden Gewindebohrer zwei Löcher in ein Stück Flachstahl,

und schneide in sie ein schönes Gewinde rein.
Erst mit dem Schneideisen, auf dessen Schaft EIN Strich ist, dann mit dem Eisen auf dem ZWEI Striche sind und schließlich mit dem Schneideisen, auf dem KEIN Strich ist. Hab ich vom Besitzer meines neuen Stamm-Werkzeugladens gegenüber meiner Bushaltestelle gelernt.
Der ohne Strich ist immer der „Fertigschneider“. Hab leider das Wort vergessen, das er benutzt hat.

Und so sehen die fertigen Gewinde aus:
Schnell die beiden gelöcherten Stücke vom langen Flachstahl abgeflext und fertig ist meine Fixierschiene.

Zwinge auf den Bohrtisch, Schraube durchgeschoben und unten in die gewindisierte Führung geschraubt. Fertig. Fest.

So wird das was. Die wackelige Zwinge war mir so wie der Batteriebetrieb am Radiorecorder und der hängende Motor schon lange ein Dorn im Auge. Auch wenn ich darüber am Wagen nicht vorankomme erbaut es mich doch sehr, dass ich rundherum so langsam einen erhöhten Grad an Perfektion erlange.

Jetzt können wir endlich mit der Bohrerei anfangen.
Nachdem ich mit dem Körner einen Ansatzpunkt in das Werkstück geschlagen habe, bohre ich erstmal mit einem kleinen Bohrer vor.

Dann kommt der Gewindebohrer zum Einsatz, der vom Durchmesser her ein gutes Stück kleiner ist, als das spätere Gewinde. Ich glaube der Bohrer hat 7,2 für ein M8er Gewinde. Kann mich aber täuschen.

Ja, und dann geht das eigentlich so weiter wie vorhin. Eins – Zwei – Drei...

Und das neue Gewinde ist fertig.
Sehr cool!!! Mein erstes richtiges Gewinde!
Gleich mal noch das vorhandene Gewinde nachschneiden.

Und dann mal den Dämpfer aufschrauben.
Boahh!!! Sitzt perfekt!

Also ab in die Dusche mit der Halterung und ne ordentliche Schicht Füller drüber.
So kann das ja nur was werden.

Schnell noch die Kardanwellenflansche abkleben.


Und dann kommt die Bestandsaufnahme bei den ganzen Einzelteilen aus Karton Nr. 106/107.
Und dann verzieh ich mich für diese Woche…




6 Kommentare / Ratschläge
Hallo,
bei dir sieht alles so trocken aus. Ich hoffe du schmierst beim bohren und Gewindeschneiden ordentlich? Deine Bohrer werden es dir Danken. Die Lebensdauer erhöht sich dadurch erheblich.
<$BlogCommentDateTime $>
Moin,
jau, keine angst. dank dem bohr- und schneideöl, das mir chris damals an Tag 33 in sein Care-Paket gepackt hatte, wird bei mir nix ohne Ölung gebohrt!!!
Auf dem einen Bild mit der Schiene, in die ich die beiden Gewinde geschnitten habe sieht man bei genauer Betrachtung aber auch die Ölschlieren.
schönen Tag und beste grüße!
Tsu.
<$BlogCommentDateTime $>
Hallo du Bilderfetischist ;)
Haste schön gemacht, dein erstes Gewinde. Der letzte Gewindebohrer nennt sich Fertigschneider. Also haste richtig zugehört :D
Viele Grüße,
Marc
<$BlogCommentDateTime $>
Moin TSU!
Zu den Gewindeschneidern:
1. Vorschneider
2. Mittelschneider
3. Fertigschneider
Und zum entsprechenden Bohrer: Wenn Du mal nicht mehr den Bohrer hast aus Deinem schönen Kasten (z.B. weil er abgebrochen ist), dann nimmt man als Faustformel immer 80 % des zu schneidenden Gewindes. Das bedeutet z.B. bei einem M8-Gewinde ein Bohrer D = 6,4. Je größer die Bohrung wird, desto weniger Material haben die Flanken, ich bohre also, falls ich den entsprechenden Bohrer nicht habe, tendenziel immer 1-2 Zehntel kleiner.
Gruß aus Charlottenburg
Fabian
<$BlogCommentDateTime $>
Hallo Tsu,
wo Du gerade schon dabei bist, die Teileliste zu vervollständigen:
http://www.westsideimports.com.au/
Tolle Ersatzteile für die 40er-Serie und spottbillig, habe da gerade 2x die Blinker (auf dem Kotflügel) und die hinteren Lampen bestellt, alles zusammen inkl. Versand 80 Euro, soviel kostet hier ein Blinker allein von Toyota. Die haben da auch Türgummis und Türschlösser zu super Preisen
Grüsse aus Teneriffa
Michael
<$BlogCommentDateTime $>
Da es nichts zu Maulen gibt, mal was grundsätzliches zum Gewindebohren.
Es gibt für so etwas Tabellen, ein Tabellenbuch sollte man ohnehin zur Hand haben, da kann man die entsprechende seite rauskopieren, einlaminieren und an die Borhrmaschine pinnen. Genauso eine Tabelle mit Schnittgeschwindigkeiten.
Aber um konkret auf Gewindebohren zurückzukommen: Immer den Bohrer schön senkrecht zum Werkstück führen, nie verkantet, die Dinger sind gehärtet und brechendir dadurch ab. Und ab und an mal ne 1/4 Drehung rückwärts machen um den Span zu brechen. Ist vielleicht alles nicht ganz so wichtig bei solchen "Poppels"gewinden, aber bei längeren Gewinden kommt das schon zum Tragen.
Wirklich aufpassen muss man bei Sacklöchern, da ist die Gefahr des Abbrechens noch grösser. Und wenn es wirklich passiert ist man richtig im Arsch.
So long, der Bü, der sich eher seinen Gehirnstudien widmen sollte denn dem Experiment;)
<$BlogCommentDateTime $>
Kommentar veröffentlichen
<< Home